 English
English Español
Español Français
Français русский
русский عربى
عربىQuatre flux d'aménagement : personnes, matériaux, nettoyage, maintenance
Content
- 1 Flux 1 — Personnes : la logique hygiénique du mouvement unidirectionnel
- 2 Flux 2 — Matériaux : du brut au fini, jamais en arrière
- 3 Flux 3 — Nettoyage : l'eau a besoin d'un chemin, tout comme l'équipage
- 4 Flux 4 — Maintenance : les techniciens ont besoin d'un espace que vous n'avez pas prévu
- 5 Où les quatre flux entrent en conflit et comment les résoudre
- 6 Application du cadre à quatre flux à une ligne de formage d'aliments
Une usine de produits surgelés, dans sa troisième année d'activité, a installé une deuxième ligne d'encroûtement pour gérer un volume de commandes croissant. La ligne s'adapte à l'espace au sol disponible. Les machines ont fonctionné selon les spécifications. En six semaines, l'équipe d'assainissement avait déposé une plainte : le seul accès au canal de drainage derrière la nouvelle ligne passait directement par la zone de stockage des matières premières, ce qui signifiait que les équipes de nettoyage devaient faire rouler des chariots de vadrouille à travers un espace où la pâte non emballée reposait sur des plateaux ouverts. La mise en page avait tenu compte de la production. Cela n’avait pas pris en compte le nettoyage.
Ce type de problème est presque toujours un problème de mise en page, et les problèmes de mise en page sont coûteux à résoudre après coup. Le déplacement d'équipement entraîne des temps d'arrêt, une recertification et souvent des travaux structurels. Les erreurs qui auraient pu être conçues en deux heures de planification se transforment en deux semaines de perturbations et dix-huit mois plus tard. La plupart de ces erreurs ont la même cause fondamentale : la mise en page a été conçue autour d'un flux (généralement la production) et les trois autres ont été laissés à eux-mêmes.
Il existe quatre flux que chaque système de production alimentaire doit prendre en charge : les personnes, les matériaux, le nettoyage et la maintenance. Chacun a sa propre logique de chemin. Chacun a des exigences de dégagement, des contraintes directionnelles et des implications en matière d’hygiène. Une disposition qui fonctionne est celle où tous les quatre peuvent se déplacer sans interférer les uns avec les autres. Pour y parvenir, il faut réfléchir à ces quatre éléments avant le positionnement de la première machine, et non après. En commençant par tactiques d'aménagement pour l'automatisation dans des espaces de production alimentaire compacts cela signifie affronter ces contraintes dès le début, lorsque le coût de l’ajustement est faible.
Flux 1 — Personnes : la logique hygiénique du mouvement unidirectionnel
Le flux de personnel dans un environnement de production alimentaire ne consiste pas simplement à amener efficacement les gens de l'entrée à leur poste de travail. Il s’agit de contrôler l’état d’hygiène de chaque personne à chaque endroit de l’établissement et de garantir que cet état n’évolue que dans une seule direction : vers un environnement plus propre, jamais vers un environnement plus sale.
Le principe de base est l’entrée par habillage progressif. Un travailleur entrant dans une zone de production nécessitant des soins intensifs doit passer par un vestiaire, se laver les mains, enfiler des vêtements de protection et franchir une barrière hygiénique avant d'atteindre l'atelier de production. Cette séquence doit être physiquement appliquée par le tracé et non laissée à la discipline individuelle. Si le trajet du vestiaire à la zone de production permet à quelqu’un de contourner la station de lavage des mains, certaines personnes la contourneront. La mise en page doit faire du chemin correct le seul chemin pratique.
Les changements de quart de travail créent le moment le plus à risque de contamination croisée des flux de personnel. Les travailleurs qui quittent un quart de travail – potentiellement porteurs d’une contamination de surface due aux heures de production – ne devraient pas partager les couloirs ou les portes avec les travailleurs qui entrent dans un nouveau quart de travail en tenue propre. En pratique, cela signifie soit des points d'entrée et de sortie séparés pour la zone de production, soit un protocole de changement chronométré imposé par un sas physique. Aucune des deux options n’est compliquée à concevoir ; les deux deviennent coûteux à moderniser.
Les itinéraires d’accès des visiteurs et des superviseurs nécessitent la même logique. Un responsable de production se déplaçant entre une zone de matières premières et une zone de produits finis en cours de quart de travail présente un risque de contamination si le chemin n'impose pas le repeint à la limite de la zone. Concevoir des démarcations de zones claires (marquages au sol, murs à code couleur, barrières physiques aux seuils) traduit les règles d'hygiène en réalité spatiale que les gens peuvent suivre sans mémoriser de protocoles.
Flux 2 — Matériaux : du brut au fini, jamais en arrière
Le flux de matières dans une usine alimentaire doit évoluer dans une seule direction : de l’état le plus sale (matières premières entrantes) vers l’état le plus propre (produit fini emballé). Chaque étape du traitement doit faire progresser les matériaux tout au long de ce continuum. Toute disposition permettant aux matières premières et aux produits finis de partager des chemins de passage, même brièvement, même à des moments différents, introduit un risque de contamination difficile à auditer et plus difficile à défendre lors d'une inspection de sécurité alimentaire.
L'implication pratique est que les quais de réception, les magasins de matières premières et les zones de préparation des ingrédients appartiennent à un côté de l'installation. L’entreposage frigorifique, l’emballage et l’expédition du produit fini appartiennent à l’autre. La chaîne de production les connecte en séquence. Les déchets et les matériaux d'emballage (cartons extérieurs, emballages de palettes, produits rejetés) voyagent dans la direction opposée, hors de l'installation, via un point de sortie séparé qui ne traverse pas le chemin de production propre.
Le Lignes directrices du Codex Alimentarius sur la conception des installations alimentaires établir clairement ce principe : les bâtiments et les installations doivent être conçus de manière à ce que le flux réglementé de matières se déroule de manière logique depuis la réception de la matière première jusqu'au produit fini, avec des activités correctement séparées lorsqu'un risque de contamination croisée existe. Il ne s'agit pas d'une recommandation : c'est l'attente de base des auditeurs en matière de sécurité alimentaire sur tous les principaux marchés d'exportation.
En pratique, la contrainte de flux de matières entraîne plusieurs décisions d'aménagement spécifiques : où le stockage des ingrédients est positionné par rapport à l'équipement de préparation ; si un seul corridor peut assurer à la fois la livraison des ingrédients entrants et la livraison des produits finis sortants sans chevauchement ; et comment la planification de la production recoupe la disposition lorsque plusieurs lignes de produits partagent un quai de réception. Les usines qui conçoivent les flux de matières après coup ont constamment du mal à gérer ces intersections pendant les périodes de pointe.
Flux 3 — Nettoyage : l'eau a besoin d'un chemin, tout comme l'équipage
Le nettoyage est l’activité la plus exigeante physiquement et la plus perturbatrice sur le plan opérationnel dans une usine alimentaire – et elle ne dispose presque jamais de sa propre voie dans l’aménagement. Le résultat est que les équipes de nettoyage improvisent des chemins à travers les espaces conçus pour la production, traînent les tuyaux devant les produits ouverts, garent les chariots à mousse dans les zones de stockage des ingrédients et évacuent l'eau de lavage dans la direction de la pente du sol.
Un flux de nettoyage efficace nécessite la conception de quatre éléments dans l'aménagement : des points d'accès à l'eau positionnés pour atteindre toutes les surfaces de l'équipement sans traîner les tuyaux à travers les zones de produit ouvertes ; des canaux de drainage et des pentes de sol qui dirigent l'eau de lavage loin des zones propres et non vers elles ; un espace suffisant autour et derrière l'équipement pour qu'une personne disposant d'un équipement de nettoyage puisse travailler efficacement ; et un parcours pour l'équipe de nettoyage qui ne nécessite pas de passer par des zones encore en production ou détenant des produits ouverts.
La direction du drainage est la contrainte de débit de nettoyage la plus souvent négligée. Un sol incliné vers un drain central semble logique jusqu'à ce que le drain soit positionné de telle sorte que l'eau d'une zone contaminée traverse une zone propre pour l'atteindre. Le drainage du sol doit être cartographié par rapport aux limites de zone, et pas seulement par rapport à la géométrie du sol. Dans les zones à forte densité d'équipements, cela signifie concevoir le réseau de drainage avant de finaliser le positionnement des machines, et non après.
La sélection des équipements et le flux de nettoyage sont directement liés. Les machines dotées de châssis de base fermés, d'évidements internes et de surfaces horizontales non drainantes créent des zones mortes que les équipes de nettoyage ne peuvent pas atteindre sans démontage et qui sont donc nettoyées moins fréquemment que ne l'exigent les protocoles de sécurité alimentaire. C'est pourquoi s'attaquer au nettoyage et à la contamination croisée avant d'automatiser les lignes de boulangerie doit précéder la sélection de l’équipement et non la suivre. Le considérations relatives aux matériaux et aux surfaces pour l'acier inoxydable dans les équipements de transformation des aliments étendez cette logique à l'équipement lui-même : la construction à cadre ouvert, les profils auto-drainants et les joints soudés lisses ne sont pas seulement des caractéristiques d'hygiène : ils facilitent le flux de nettoyage qui détermine la durée d'un nettoyage et s'il atteint systématiquement les surfaces en contact avec les aliments.
Flux 4 — Maintenance : les techniciens ont besoin d'un espace que vous n'avez pas prévu
Le flux de maintenance est le plus invisible des quatre et celui dont l’absence se fait le plus sentir en cas de panne au pic de production. Un technicien répondant à un défaut en cours de travail sur une machine de formage doit atteindre le mécanisme d'entraînement, le panneau électrique et l'ensemble d'alimentation. Si la machine était positionnée avec son côté service à 300 mm d'un mur, le technicien travaille accroupi, avec un accès insuffisant aux composants nécessitant une attention particulière. La réparation prend trois fois plus de temps qu’elle ne le devrait et la ligne est indisponible pendant toute la durée du service.
Le minimum clearance for maintenance access behind and beside production equipment in a food environment is generally 600–800mm for routine servicing, and up to 1,200mm for equipment that requires component replacement. These numbers are not arbitrary—they reflect the space a technician needs to work with tools and, in some cases, to remove a motor, gearbox, or feed assembly without repositioning the machine. Planning for these clearances before machines are installed costs nothing. Retrofitting them typically means repositioning multiple pieces of equipment.
La direction d’ouverture de la porte du panneau de commande électrique est un détail du flux de maintenance que presque aucun plan d’aménagement ne traite. Un panneau qui s'ouvre vers un mur, un convoyeur ou une allée à fort trafic crée simultanément un danger et un problème d'accès. Les portes à panneaux doivent s'ouvrir sur un espace dégagé, idéalement sur un couloir de service dédié plutôt que sur le chemin de production. Les conceptions qui acheminent les services électriques et pneumatiques via un couloir de service arrière, parallèle à la zone de production mais physiquement séparé de celle-ci, permettent aux techniciens d'accéder aux connexions des services publics et aux panneaux de commande sans entrer dans l'environnement de production actif. Comment les améliorations apportées à la conception des chariots de cuisson à la vapeur favorisent l'hygiène et l'efficacité opérationnelle illustre ce principe au niveau de l'équipement : les décisions de conception qui prennent en compte la manière dont un équipement sera accessible, nettoyé et entretenu produisent de meilleurs résultats opérationnels que les conceptions axées uniquement sur le débit.
La planification de la maintenance préventive recoupe également l’aménagement. Les machines qui nécessitent une lubrification, des contrôles de tension des courroies ou une inspection des pièces d'usure à intervalles réguliers doivent être accessibles sans arrêter les équipements adjacents. Si pour atteindre le port d'inspection de la machine A, il faut déplacer la machine B, le résultat pratique est que la machine A n'est pas inspectée dans les délais prévus et le premier signe d'un problème est une panne inattendue.
Où les quatre flux entrent en conflit et comment les résoudre
Dans la plupart des espaces de production alimentaire, les quatre flux ne peuvent pas tous être optimisés indépendamment. Ils partagent les mêmes mètres carrés et le chemin idéal pour un flux crée souvent des problèmes pour un autre. Trois scénarios de conflit apparaissent avec suffisamment de régularité pour justifier une attention particulière en matière de planification.
Couloirs d’entretien par rapport à la direction du drainage. Un couloir de service arrière derrière une ligne de formage est idéal pour l'accès à la maintenance : il maintient les techniciens à l'écart du chemin de production et donne un accès clair à l'arrière de la machine. Mais si le plancher de production est incliné vers le mur arrière pour le drainage, l'eau de lavage s'écoule dans le couloir de maintenance pendant le nettoyage, créant un environnement de travail humide pour les électriciens et un risque de corrosion pour les bases des équipements. La solution consiste à concevoir la pente du plancher pour qu'elle s'écoule latéralement vers les canaux latéraux plutôt que vers l'arrière, ou à surélever le couloir de service légèrement au-dessus du niveau du plancher de production avec un seuil qui empêche l'infiltration d'eau de lavage.
Ouvertures de service des équipements face aux cheminements matériels. Une machine dont le panneau d'accès au remplissage s'ouvre vers l'allée de livraison des ingrédients crée une exposition à la contamination chaque fois qu'un technicien l'ouvre pour remplir ou ajuster le système de remplissage. La solution consiste à orienter l'équipement de manière à ce que les points d'accès de service et de remplissage soient orientés vers l'intérieur, vers une zone dédiée à l'opérateur, tandis que le panneau de service arrière de la machine fait face au couloir de maintenance. Cela nécessite de connaître l'emplacement des points d'accès avant de positionner la machine : informations disponibles dans les dessins d'équipement qui doivent être examinés au stade de la planification de l'aménagement, et non après l'installation.
Nettoyage des chemins des équipes traversant les zones de production actives. Lorsque le nettoyage d’une section de ligne nécessite que l’équipe de nettoyage traverse une zone où une autre section est encore en production, la séparation hygiénique entre les activités de production et d’assainissement s’effondre. La résolution est temporelle (programmes de nettoyage échelonnés qui créent une séparation spatiale) ou spatiale (voies d'accès au nettoyage dédiées qui atteignent les équipements du côté du couloir de maintenance, gardant l'activité de nettoyage hors du chemin du flux de production).
Application du cadre à quatre flux à une ligne de formage d'aliments
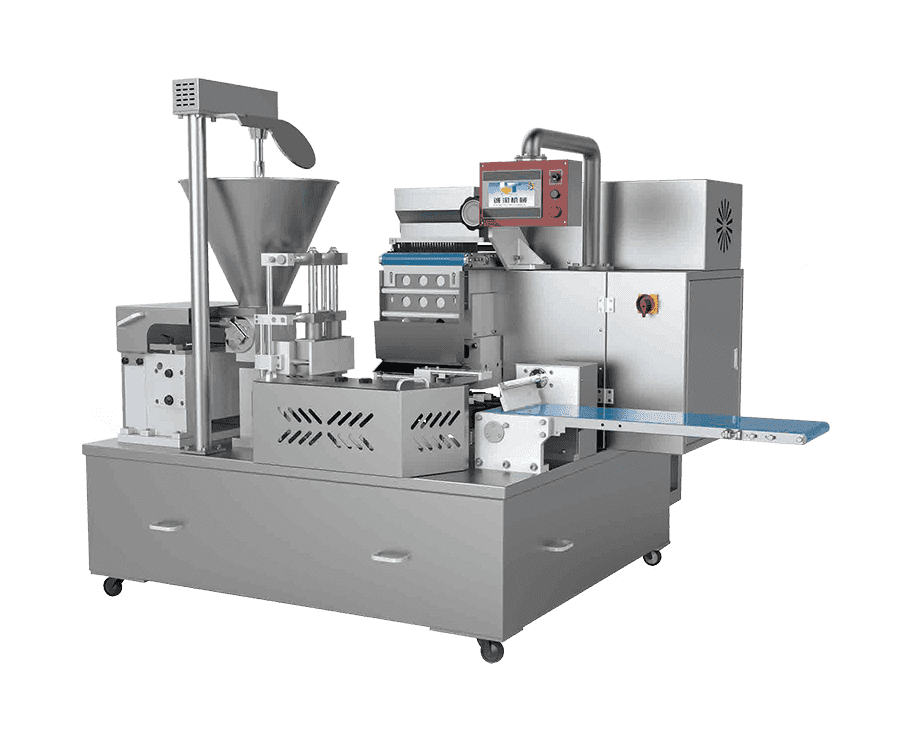
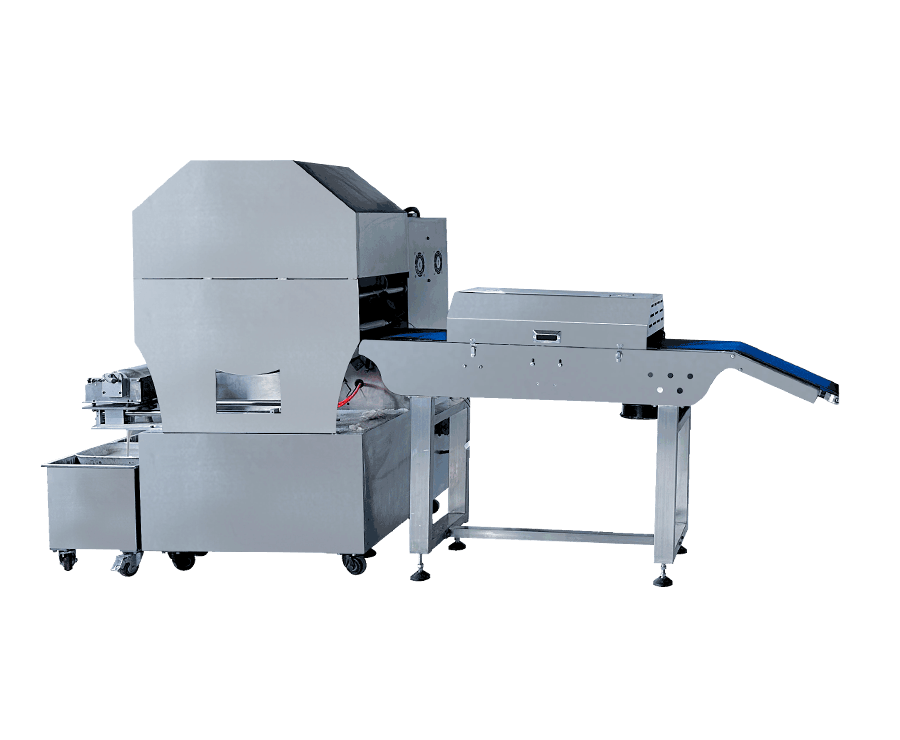
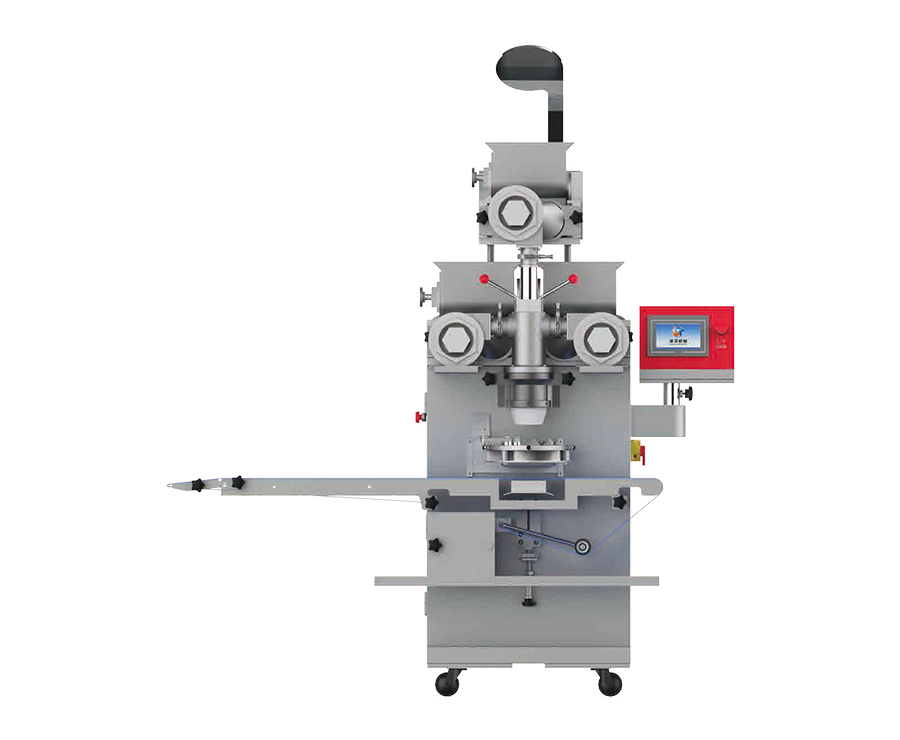
Une seule ligne de formage d'aliments, qu'il s'agisse de production de raviolis, de pâtisseries incrustées, de rouleaux de printemps ou de petits pains cuits à la vapeur, concentre les quatre besoins en matière de flux dans un espace compact. Travailler systématiquement sur chaque flux avant de positionner l'équipement produit un agencement nettement plus facile à utiliser, à nettoyer et à entretenir qu'un agencement assemblé au toucher.
Le flux de personnes impose aux opérateurs de travailler d'un seul côté de la ligne (le côté production) avec des lignes de visibilité dégagées vers la machine de formage, l'alimentation de remplissage et le convoyeur de sortie. Des points d'accès pour le superviseur et le contrôle qualité sont positionnés aux extrémités de la ligne, où le produit peut être échantillonné sans traverser la zone de travail de l'opérateur. Le côté opérateur doit être tourné vers la livraison des matières premières pour éviter toute exposition à la contamination lors du réapprovisionnement des ingrédients.
Le flux de matière détermine l'orientation de la ligne : la pâte crue et la garniture entrent par l'extrémité préparation, le produit formé sort vers l'extrémité refroidissement ou emballage. Les chemins de réapprovisionnement en ingrédients – amenant la sortie du mélangeur vers la trémie de la machine de formage – ne doivent pas traverser le chemin du convoyeur du produit fini. Les produits rejetés et les déchets de coupe doivent sortir d'un point qui ne nécessite pas de ramener les déchets à travers la zone de production active.
Le flux de nettoyage nécessite un espace ouvert du côté de l'opérateur et à l'arrière de la machine, un drainage positionné au point le plus bas de la zone de lavage de la machine et la machine elle-même sélectionnée pour sa construction à cadre ouvert et ses surfaces lisses en contact avec les aliments qui drainent plutôt que collectent. La machine de formage doit être surélevée sur des pieds réglables pour permettre un nettoyage sous la machine sans repositionnement complet.
Le flux de maintenance nécessite un accès libre de 700 à 800 mm derrière la machine pour l'entraînement et l'entretien électrique, la porte du panneau électrique s'ouvrant sur ce couloir arrière. Les pièces d'usure (généralement les buses de remplissage, les fils de coupe et les moules de formage) doivent être accessibles depuis le côté opérateur sans outils, permettant ainsi la maintenance entre les équipes sans nécessiter d'entrée dans l'espace de service arrière. Comment l'automatisation réduit le recours au travail manuel dans les usines alimentaires est en partie une question d'agencement : les équipements automatisés ne fournissent pleinement leurs avantages en matière d'économie de main-d'œuvre que lorsqu'ils peuvent être nettoyés et entretenus rapidement, sans les temps d'arrêt qu'entraîne un mauvais accès.
Une disposition de ligne qui satisfait les quatre flux semblera légèrement plus spacieuse qu'une disposition optimisée uniquement pour la densité de production. Cet espace n'est pas gaspillé : c'est ce qui permet à une équipe d'assainissement de nettoyer la ligne en 45 minutes au lieu de deux heures, et à un technicien de remplacer un moule usé en 20 minutes au lieu d'attendre qu'un chariot élévateur déplace un convoyeur adjacent. Sur une année de production, la différence en heures de fonctionnement récupérée grâce à un entretien et un nettoyage rapides et accessibles éclipse la valeur de la surface de plancher supplémentaire nécessaire.
Produits recommandés
-
Machine automatique pour raviolis, siomai, gyoza et wonton
-
ST-390 Machine à raviolis, Siomai, Wonton

-
ST-80 Machine Siomai automatique/semi-automatique

-
Machine automatique pour galettes de rouleaux de printemps
-
ST-770 Machine Automatique pour Raviolis/Soupes Raviolis

-
Série ST-168 Machine Automatique d'Enrobage
Produits associés
Copyright © Shanghai Chengtao Machinery Co., Ltd. Tous droits réservés. 
Contactez-nous